دانلود با لینک مستقیم و پر سرعت .

لینک پرداخت و دانلود *پایین مطلب*
فرمت فایل:Word (قابل ویرایش و آماده پرینت)
تعداد صفحه:110
فهرست مطالب
مقدمه . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
فصل اول
1-1- تاریخخه برنا مه ریزی احتیاجات. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1-2- اهداف مطالعاتی. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1-3-. حدود مطالعاتی . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
فصل دوم
مفاهیم MRP:
2-1- تعریف MRP و جایکاه آن. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2-2- نتیجه کیری از اهداف MRP. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2-3-عملکرد MRP. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2-3-1- طراحی MPS. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
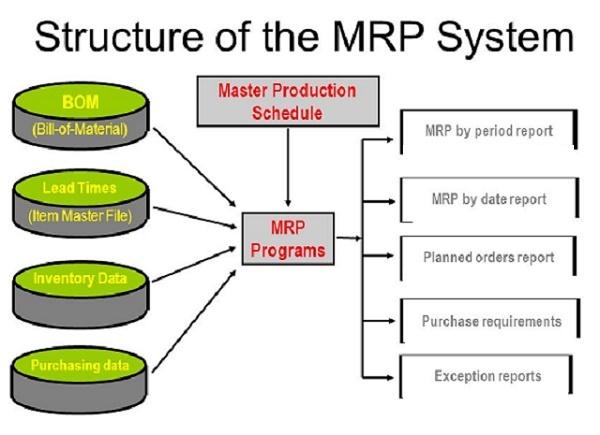
2-3-2- فهرست مواد اولیه قطعات( BOM) . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2-3-3- فهرست موجودی انبار . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2-4- دیدکاههای MRP . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
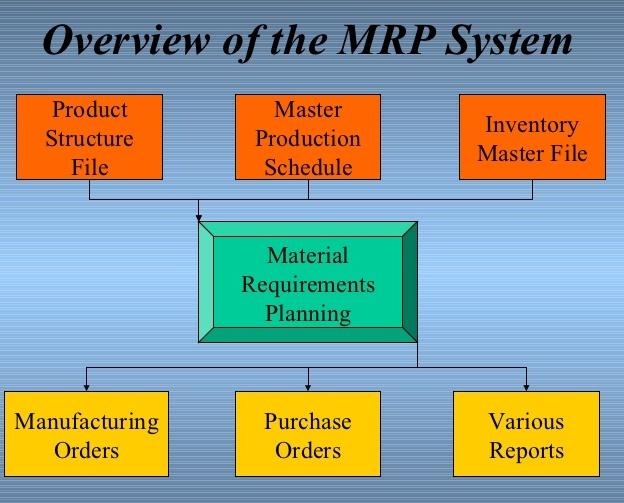
2-5- ورودیها و خروجیهای MRP. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2-6- محاسن و محدویتهای MRP. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2-7-عوامل برنامه ریزی مؤثر MRP. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2-7-1- فاصله زمانی تحویل. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2-7-2- ذخیره اطمینان در MRP. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2-7-3- سیاست سفارشدهی در MRP. . . . . . . . . . . . . . . . . . . . . . . . . . . .
فصل سوم:
ارتباط MRP با MRPII و JIT:
3-1- رابطه MRP و MRPII . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3-2- توسعه MRP به MRPII. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3-3- اصول و اهداف سیستم MRPII. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3-4- MRP مدار بسته در سیستمهای MRPII. . . . . . . . . . . . . . . . . . . . . . . . . . . .
3-5- بخشهای وظیفه ای MRPII در مقایسه با MRP. . . . . . . . . . . . . . . . . . . . . . . .
3-5-1- کنترل سطوح کارکاهی. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3-5-2- مالی و حسابداری. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3-5-3- خرید. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3-5-4- بازاریابی. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3-5-5- مهندسی. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3-5-6- توزیع. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3-6- محدودیتهای سیستم MRPII در مقایسه با سیستم MRP. . . . . . . . . . . . . . . . . . .
3-7- اجزاء سیستمهای MRPII. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3-8- MRP و JIT. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3-8-1- سیستمهای تولید به موقع (just-in-time) . . . . . . . . . . . . . . . . . . . . . . . . . .
3-8-2- سیستمهای MRP. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3-8-3- سیستم بیاده سازی. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3-9- ارزیابی عملکردهای مدیریت. . . . . . . . . . . . . . . . . . . . . . . . . . . .
3-9-1- مقدمه. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3-9-2- تقویت کار. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3-9-3- TQM. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3-9-4- JIT TQM. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3-9-5- WCM. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3-9-6- تکنولوژی تولید بهینه شده روش OPT. . . . . . . . . . . . . . . . . . .
فصل جهارم :
مکانیزمMRP:
4-1- محاسبات MRP . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4-1-1- الگوریتم -محاسبات MRP. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4-2- ساختار چند سطحی عمودی و افقی. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4-3- تبدیل تقاضای ناخالص به خالص. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4-4- انتقال دادن پیش زمان تولید. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4-5- نمودار MRP. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4-5-1- پریود های زمانی Time Buckets. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4-5-2- هماهنگی زمانی. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4-5-3- علامت گذاری پایین ترین سطح BOM. . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4-6- تعیین اندازه دسته های تولیدی(Lot sizing) . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4-6-1- اندازه دسته ثابت. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4-6-2- روش دسته به دسته. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4-6-3- روش حداقل هزینه بر واحد. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4-6-4- روش حداقل هزینه کل. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4-6-5- بالانس کردن قطعه پریود. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4-6-6- روش period order quantity)) . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4-7- ذخیره احتیاطی و زمان احتیاطی. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4-8- Firm planned orders. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4-9- PEGGING. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4-10- MRP در برابر نقطه سفارش. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4-11-کنترل تولید با حلقه بسته Closed loop manu facturing control. . . . . . . . . .
4-12- کاربرد MRP در برنامه ریزی تولید.
مقدمه
از مسئولیتهای مهم و اساسی در واحدهای صنعتی ، برنامه ریزی و کنترل موجودیها است
فعالیتها گرد آوری شده با عنوان کنترل موجودیها همواره مورد توجه خاص مدیریت ، بخش کنترل مواد و سفارشات و مهندسی صنایع است . سایر واحدهای صنعت نیز با توجه به اهداف و وظایفی که به عهده دارند هر یک به نوعی خاص ، سیستمهای برنامه ریزی و کنترل موجودیهای خود را با نظامها و استراتژی های مناسب هماهنگ کرده .
در این میان وظیفه مسئولین و دست اندارکارن بخش کنترل تولید و موجودیها و مهندسی صنایع و مدیریت مواد و سفارشات آن است که با در نظر گرفتن اهداف و استراتژیهای کل سازمان و ضمن توجه به مجموعه عوامل و شرایط حاکم بر سازمان روشها و سیاستهایی را اتخاذ نموده و به اجرا در آورنده که دراقتصاد کل سازمان اثر مثبت داشته باشد .
درشرایط امروزی صنعت با استفاده از سیستمهای پیشرفته تر تولید سیستمهای انعطاف پذیر ( FMS ) و تولید به هنگام( JIT ) سعی می شود که سطح موجودی ها را در کارخانه پائین نگهدارند . با این حال هنوز سرمایه درگیر به صورت موجودی در بسیاری از شرکتها و کارخانه های تولید بسیار زیاد می باشد .
علیرغم هزینه های مرتبط با نگهداری موجودیها ، داشتن موجودی در کارخانه امری غیر قابل اجتناب می باشد . مساله مهم این است که هزینه های روبرو شدن با کمبود کالا و مواد اولیه و قطعات یدکی ، مشکلات توقف تولید ، از دست رفتن فرصت فروش کالا وکسر
شهرت سازمان را در برخواهد داشت . در مواردی ممکن است که ضرر و زیان های مورد بالا از هزینه نگهداری موجود بیشتر شود .
هدف اصلی برنامه ریزی تولید موجودی این است که با تجزیه و تحلیل شرایط و هزینه ها ، مناسبترین سیاستهای را برای سفارش و نگهداری موجودی در کارخانه بگیرند .
فعالیتهای برنامه ریزی تولید و کنترل موجودی ، همانگونه که از نامش معلوم است به دو بخش برنامه ریزی تولید و بخش کنترل موجودی قابل تجزیه است در بخش برنامه ریزی تولید ، برنامه ریزی سیاستها و شیوه های مناسب و اقتصادی برای تولید بهتر مشخص می گردد و دربخش کنترل موجودی نقش اجرا کننده و به کار گیرنده و نظارت روی موجودیها می باشد .
امور برنامه ریزی و کنترل موجودیها باید با همکاری و تبادل نظر نزدیک با حسابداری صنعتی ، بخش فروش و بازار یابی ، امور تولید بخش خرید و تدارکات و انبارها و به بررسی شرایط و تدوین سیاستها و نظام تولید و موجودی خود می پردازند.
سیستم برنامه ریزی مواد یک سستم اطلاعاتی برای هماهنگی برنامه های تفضیلی در سیستمهای تولید چند مرحله ای می باشد در این سیستم قطعات و مواد با توجه به محصول نهایی برنامه ریزی می شوند یا به عبارتی وابسته به محصول نهایی می باشند . در سیستم برنامه ریزی مواد ابتدا محصول نهایی را در نظر می گیریم ، سپس آن را به اجراء تشکیل دهنده اش تجزیه می کنیم و آنگاه با توجه به زمان احتیاج به هر یک از مواد و قطعات برنامه ریزی های لازم را انجام می دهیم . این سیستم به ما کمک می کند تا بتوانیم فعالیتهای مربوط به تدارک قطعات و مواد را مشخص و زمان انجام آنها را در طول برنامه تعیین کنیم . در این سیستم اجزاء تشکیل دهنده محصول شناسائی شده میزان هر یک از اجزاء تعیین و طول زمان لازم برای تهیه آنها موعد مقرر مشخص می شود یک سیستم (MRP) اساساً برای پاسخ به این سئوال طراحی می گردد که برای رسیدن به مقاد یر پیش بینی نشده در برنامه سالانه تولید ( MPS ) چه کالایی ، به چه مقدار و در چه زمانی باید خریداری یا ساخته شوند ؟
فصل اول:
1-1تاریخچه برنامه ریزی احتیاجات
MRP دراوایل دهه 1960 به عنوان یک رویکرد کامپیوتری به برنامه ریزی تدارک و تولید مواد در آمریکا شکل گرفته و کتاب راهنمای کامل آن در سال 1975 توسط ارلیکی منتشر گردید.
بدون شک تنکیک MRP پیش از جنگ جهانی دوم نیز به صورت دستی و به شکلی تلفیقی در بخش های مختلف اروپا بکار گرفته می شد. با این حال، آنچه که ارلیکی دریافت، این بود که کامپیوتر امکان بکارگیری کلیه جزئیات تکنیک MRP را فراهم ساخته و این امر تکنیک مزبور را در مدیریت موجودیهای در جریان تولید بسیار اثر بخش می سازد.
طرح اولیه فوق برای بکارگیری کامپیوتری MRP، بر مبنای یک پردازشگر لیست مواد (BOMP) ایجاد گردیده بود. این پردازشگر، برنامه تولیدی اقلام والد را به برنامه تولید یا خرید اقلام جزء تبدیل می نمود. این امر با بسط دادن یا باصطلاح انفجار نیازمندی های محصول بالاترین سطح در طول لیست مواد (BOM)، به منظور تعیین تقاضای قطعات انجام می گرفت. سپس تقاضای ناخالص پیش بینی شده، با موجودی های در دست و سفارشات در طول افق زمانی برنامه ریزی و در هر سطح از BOM مقایسه می گردید. این سیستمها روی کامپیوترهای بزرگ(مین فریم( پیاده شده و در بخش های متمرکز بر برنامه ریزی مواد در شرکت های بزرگ اجرا می گردیدند.
با گذر زمان، نصب این سیستم ها در شرکت های مختلف گسترش یافت و به منظور افزایش دامنه عملکرد این سیستم های نرم افزاری، توابع عملیاتی متعددی به آنها اضافه گردید. از جمله توسعه های صورت گرفته بر روی سیستم اولیه میتوان به سر برنامه تولید(MPS)، کنترل فعالیت تولید (PAC)، برنامه ریزی سرانگشتی ظرفیت (RCCP)، برنامه ریزی احتیاجات (نیازمندی های) ظرفیت (CRP)، و خرید اشاره نمود.
ترکیب مدول های برنامه ریزی یعنی (CRP,MRP,MPS) و مدول های اجرایی (یعنی PAC و خرید) و نیز ایجاد شرایطی که سیکل برنامه ریزی بتواند از سیکل اجرایی بازخوردهای لازم را دریافت نماید، منجر به نوع کامل تری از MRP گردید که به آن MRP حلقه بسته گویند. با اضافه کردن مدول های مالی خاصی به MRP حلقه بسته و همچنین توسعه سربرنامه تولید به منظور پذیرش وظایف کامل تری به عنوان یک برنامه اصلی یا مرجع و بالاخره امکان پشتیبانی برنامه ریزی بازرگانی از لحاظ جنبه های مالی آن، سیستم کاملی حاصل میشود که در واقع رویکردی یکپارچه را برای مدیرتی منابع تولیدی ارائه می دهد. این MRP توسعه یافته، برنامه ریزی منابع تولیدی یا MRP-II نامیده می شود. از سال 1980همچنان که پیاده سازی MRP روی کامپیوترهای کوچکتر و ریزکامپیوترها امکان پذیر می گردید، نصب سیستم های MRPنیز به روند صعودی خود ادامه می داد.





")