طرح مطالعات امکان سنجی تولید سیلیس ریخته گری
طرح مطالعات امکان سنجی تولید سیلیس ریخته گری-103 صفحه
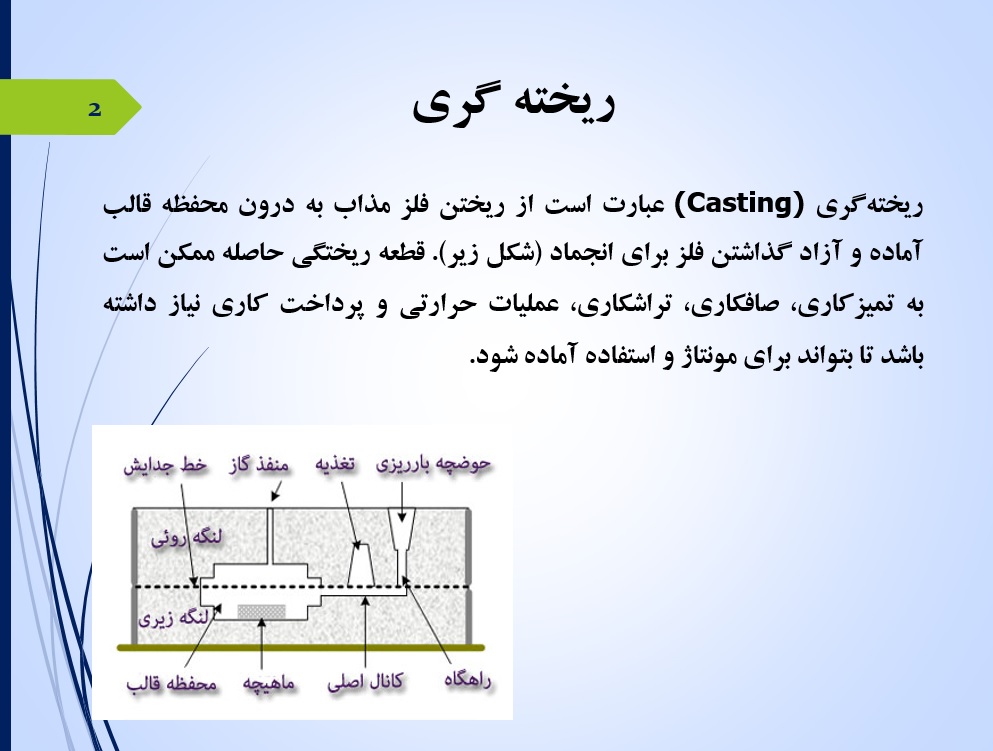
طرح مطالعات امکان سنجی تولید سیلیس ریخته گری




لینک پرداخت و دانلود *پایین مطلب*
فرمت فایل:Word (قابل ویرایش و آماده پرینت)
تعداد صفحه:33
فهرست و توضیحات:
عنوان صفحه
مقدمه..................................... 6
آشنایی با کارگاه ریخته گری................ 8
ماهیچه سازی............................... 15
عناصر اصلی ذوب............................ 17
بازرسی و کنترل کمی و کیفی................. 19
انواع قالب های ریخته گری.................. 20
عیوب ریخته گری............................ 22
خواص عمومی ماسه های قالب گیری............. 23
مواد قالب و ماهیچه ها برای قالب های دائمی. 25
بررسی ماسه های ریخته گری ایرانی.......................... 28
چدن خاکستری 31
عملیات حرارتی چدن ها ....................................
موضوع : گزارش کار – کار آموزی ................ .................................... تابستان : 87-86
من دورة کار آموزی خود را که به مدت 288 ساعت بود و به مدت دو ماه طول کشید را در کارگاه ریخته گری جهاد دانشگاهی مشهد واقع در دانشگاه فردوسی گذراندم.
این کارگاه صنعتی تولید قطعات کارخانة کمباین سازی اراک را برعهده داشت.
این کارگاه از قسمتهای مختلفی از قبیل : کارگاه ریخته گری، کارگاه مدل سازی، کارگاه تراش کاری، کارگاه جوش، آزمایشگاه مصالح قالبیگری، آزمایشگاه متالوگرافی و آزمایشگاه کنترل کیفیت و انبار قطعات تشکیل شده بود. این کارگاه دارای 20 نفر پرسنل بود که در قسمتهای مختلف کارگاه مشغول به کار بودند.
اهم فعالیت هایی که ما در کارگاه انجام می دادیم به شرح زیر است :
شارژ کوره : ابتدا کوره را روشن کرده و به مدت 20 دقیقه کار می کند تا پیش گرم شود سپس kgr 120 چدن به صورت ترکیبی از قراضه و شمش به آن اضافه می شود.
پرس قطعات : دو قطعه توسط پرس به هم متصل می شوند به طوریکه پس از قرار دادن قطعات زیر دستگاه پرس هرگاه نیرو به kn 700 رسید، قطعات پرس می شوند.
ریختن مذاب از کوره به پاتیل : ابتدا قبل از اینکه مذاب آماده شود، پاتیل را به مدت min 15 پیش گرم کرده، سپس دریچة کوره را که قبلاً با ماسه بسته شده بود باز کرده، کوره چرخیده و مذاب به پاتیل منتقل می شود.


فرمت فایل:word (قابل ویرایش)
تعداد صفحات :36
فهرست مطالب :
13-2- مقدمه ای بر ریخته گری
نیازهای اساسی فرایند های ریخته گری
شش نیاز اساسی در اکثر فرایند های ریخته گری دخالت دارند:
-3- واژه نامه ریخته گری
-2- ریخته گری در ماسه
14 -5 –قالب گیری با قالب ومدل یک بار مصرف
ریخته گری با مدل ذوب شدنی(ریخته گری دقیق)
تهیه ی مدل اصلی
تهیه ی قالب اصلی از مدل اصلی
اتصال مدل مومی به راه گاه مشترک
پوشانیدن خوشه با لایه نازک ماده ی دیرگداز
ذوب و حل کردن مدل مومی برای تخلیه ی قالب
ریخته گری عکس ثقلی (ثقلی معکوس )
14 – 6 –تکاندن، تمیز کاری و تکمیل کاری
-1-آشنایی
-2 – ریخته گری در قالب های دایمی
ریخته گری توخالی
ریخته گری در قالب های دائمی در خلأ
-5 – ریخته گری گریز از مرکز
- 8 – ریخته گری گریز از مرکز مجازی
9 – ریخته گری الکترو مغناطیسی(یا معلق)
-10 – ذوب و ریختن
توضیحات
در فرایند ریخته گری، ماده ی جامد ذوب شدنی تا حد مناسب حرارت داده می شود و گاهی برای اصلاح ترکیب شیمیایی، تحت عملیات خاصی قرار می گیرد.سپس ماده ی مذاب (معمولا"فلزات)در یک حفره ی خالی یا قالب ریخته می شود، تا پس از ا نجماد به شکل مورد نظر در آید . در نتیجه طی یک مرحله ، تهیه ی هر شکل ساده یا پیچیده ای ، از هر فلز قا بل ذوب امکان پذیر است . محصول به دست آمده عملا"
می توا ند به هر شکلی که طراح بخوا هد بشود. به علاوه ، مقاومت در مقا بل تنش مورد ا نتظار در هنگام کار بهینه می شود.خواص جهتی آن قا بل کنترل است و هم چنین دارای ظاهری مناسب خواهد بود.
قطعه ی ریخته شده از نظر ا ندازه می توا ند از حدود یک میلی متر با وزن کمتر از یک گرم (مانند دا نه های زیپ لباس)و تا بیش از ده متر و با وزن چند تن (مانند پروا نه و قطعات دیگر اقیانوس پیما ها) باشد.به علاوه، فرایند ریخته گری دارای امتیازات قابل توجهی در ساخت اشکال پیچیده، قطعاتی با قسمتهای تو خالی و یا حفره های داخلی ، قطعاتی با سطوح منحنی شکل نا منظم (به جز آن هایی که از ورقه های نازک فلزی تهیه می شوند)،قطعات خیلی بزرگ و قطعات ساخته شده از فلزاتی که ماشین کاری آنها دشوار باشد ، است.


پاور پوینت ریخته گری11 اسلاید کامل جهت ارائه در دانشگاه