لینک پرداخت و دانلود *پایین مطلب*
فرمت فایل:Word (قابل ویرایش و آماده پرینت)
تعداد صفحه
188
برخی از فهرست مطالب
2-4) تغییر شکل ترکیبی از کشش و بالجینگ
مزایای هیدروفرمینگ با قالب متحر ک
فنرهای نیتروژنی جهت نگهداری قطعه کار
محاسن و مزایای حلقة نگهدارندة کنترل ورق
تلاش و کوشش تیمی جهت بهبود و اصلاح کنترل حلقه نگهدارنده
افتخار و مباهات در خصوص اصلاح و پیشرفت سیستم هیدرولیک
موفقیت در زمینه دانش و تحقیقات علمی
قسمت خارجی کاپوت کامیون، ساخته شده از آلومینیوم
موفقیت های شرکت فورد
گزارش شرکت فورد در خصوص سیستمهای FM
هیدروفرمینگ چگونه کار می کند؟
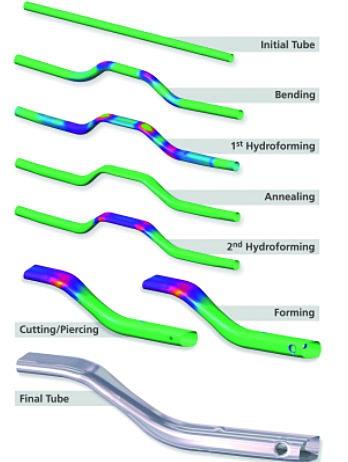
هیدروفرمینگ لوله
شبیه سازی شکل دهی لوله
شبیه سازی خمکاری لوله
شبیه سازی پیش فرم دهی
شبیه سازی هیدروفرمینگ
تجزیه و تحلیل سه بعدی براساس روش FEA
ارزیابی مقاومت قالب و پرس
معرفی مناطق کاری در حدیده ها
الماس طبیعی
الماس مصنوعی چندبلوری(PCD
ساخت حدیده ها و ماشین آلات مربوطه
ساخت حدیده های تنگستن کارباید
متغیرهای اصطکاک
پارامتر های فشاری
عمق کشش یا ارتفاع لیوان
پارامترهای فرم دهی کششی
پارامترهای گوناگون
چکیده
تکنولوژی هیدروفرمینگ(Hydro forming ) ورق از قبل از جنگ جهانی دوم آغاز شدند این روش در تولید قطعات خودرو و بدنة هواپیما در سال 1980 مورد استفاده قرار گرفت و در سالهای 1980 تا 1990 این روش پیشرفت های زیادی یافت.
واژه های کلیدی
هیدروفرمینگ- بالجینگ- فرم دهی انعطاف پذیر
- مقدمه
با مقیاسة رو ش هیدروفرمینگ با کشش عمیق مزایای زیادتکنولوژی هیدروفرمینگ ورق آشکار می شود که عبارت است از:
1- نسبت کشش بیشتر
2- بهبود کیفیت سطح
3- کمتر شدن برگشت فنری
4- افزایش توانایی در شکل دادن اشکال پیچیده
امروزه تقاضای زیادی برای استفاده از این روش در مورد شکل دهی ورق آلیاژ منیزیم و ورقهای کامپوزیت وجود دارد. از میان تحقیقات وسیع شرکت سوئدی(R&D ) و دانشگاه دورتموند آلمان و انستیتو هاربین نتایج مؤثری حاصل شد ولی این روش هنوز به کندی پیش می رود و علل آن عبارتند از:
1- نیاز به پرس با تناژ بسیار بالا
2- بزرگ بودن میز کار پرس و ابزارهای مورد نیاز
3- کم بودن سرعت تعویض ابزار در خلال عملیات هیدروفرمینگ
4- سرمایه گذاری بسیار بالا در مورد پرس ابزار
2- پیشرفت های گوناگون اخیر در زمینة تکنولوِژی هیدروفرمنگ ورق
مسائلیکه هماکنون بحث بر روی آنها وز مینه تکنولوژی هیدروفرمینگ ورق بیشتر است عبارتند از:
1- چگونگی افزایش عدم محدودیت ها درفرم دادن ورق
2- چگونگی بهبود ظرفیت تغییر شکل دهی ورق
3- چگونگی افزایش سرعت تعویض قالب ها و محصول
4- چگونگی کاهش هزینه پرس
5- چگونگی اتوماتیک کردن تجهیزات
روشهای اخیر هیدروفرمینگ ورق عبارتند از:
1- هیدروفرمینگ با یک دیافراگم لاستیکی
2- فرآیند کشش عمیق هیدرومکانیکی و فرآیند کشش عمیق هیدروریم
3- تغییر شکل ترکیبی از کشش و بالجینگ (Bulging )
2-1) فرآیند هیدروفرمینگ با دیافراگم لاستیکی
در ین فرآیند از یک غشاء لاستیکی بعنوان یک دیافراگم دربدن محفظه هیدرولیک و پانج استفاده می شود و باعث تغییر فرم ورق می گردد.
از این روش برای تولیدات دسته ای جهت قطعات بدنه اتومبیل و هواپیما به کار می رود.( شکل 1)
مزایا:
1- کیفیت سطح بهتر
2- شکل دادن قطعات پیچیده تر
معایب:
1- این روش برای تولیدات دسته ای استفاده می شود.
2- بازده پرس و تجهیزات آن کم باشد.
3- ممکن است غشاء لاستیکی پاره شود و کنترل چروک ها مشکل شود.
2-2)فرآیند کشش عمیق هیدرومکانیکی و فرآیند کشش عمیق هیدروریم
این فرایند با توجه بهف رآیند هیدروفرمینگ با غشاء لاستیکی بوجود آمد. در این روش فشار لازم جهت شکل دهییمتواند توسط سطح پائین آمدن هیدرولیکی مجزا تأمین شود از این روش برای شکل دهی اشکال پیچیده استفاده می شود ونسبت کشش نیز از 8/1 به 7/2 افزایش می یابد ( شکل –a 2)
از طرف دیگر فرایند کشش عمیق هیدرومکانیکی شعاعی
تحقیق و بررسی در مورد هیدروفرمینگ